Für einen Zulieferer der Lüfterindustrie sollte eine Anschlussleitung mit einem hohen Umfang von nötigen Prüfungen automatisiert getestet werden. Neben den herausfordernden elektrischen Parametern, die eine Hochspannungsprüfung mit 3750 VDC und eine Gehäusedurchschlagsprüfung der Steckeroberseite genauso wie eine Schutzleiterprüfung umfassen, waren auch die optischen und mechanischen Prüfvorgaben ein anspruchsvoller Bestandteil der Prüfaufgabe. So sollte auf der Motorseite des Leitungssatzes ein signifikantes Maß des vergossenen Steckers überprüft werden, während die zu vermessenden Flächen neben der Kontaktierungsschnittstelle weiterhin für die anschließende Markierung mittels laseraufgebrachtem 2D Code freigehalten werden musste.
Die einfach wirkende Kontaktierung der einzelnen Adern auf der Kundenseite des Leitungssatzes mit anschließender Überprüfung der korrekten Kabelfarben wurde durch eine hohe Anzahl sehr kurzer Einzeladern zu einer Herausforderung für die Konstruktionsabteilung.

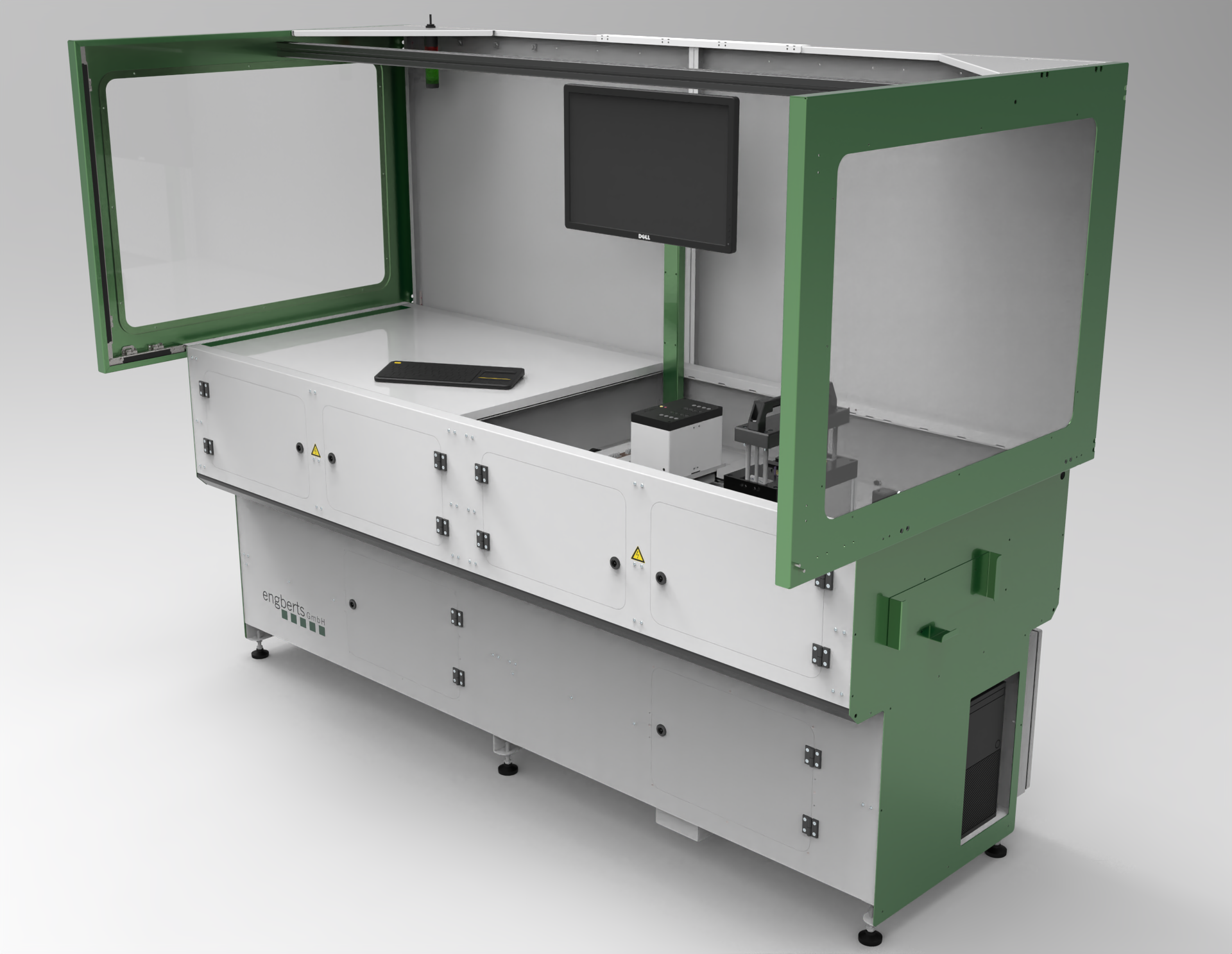
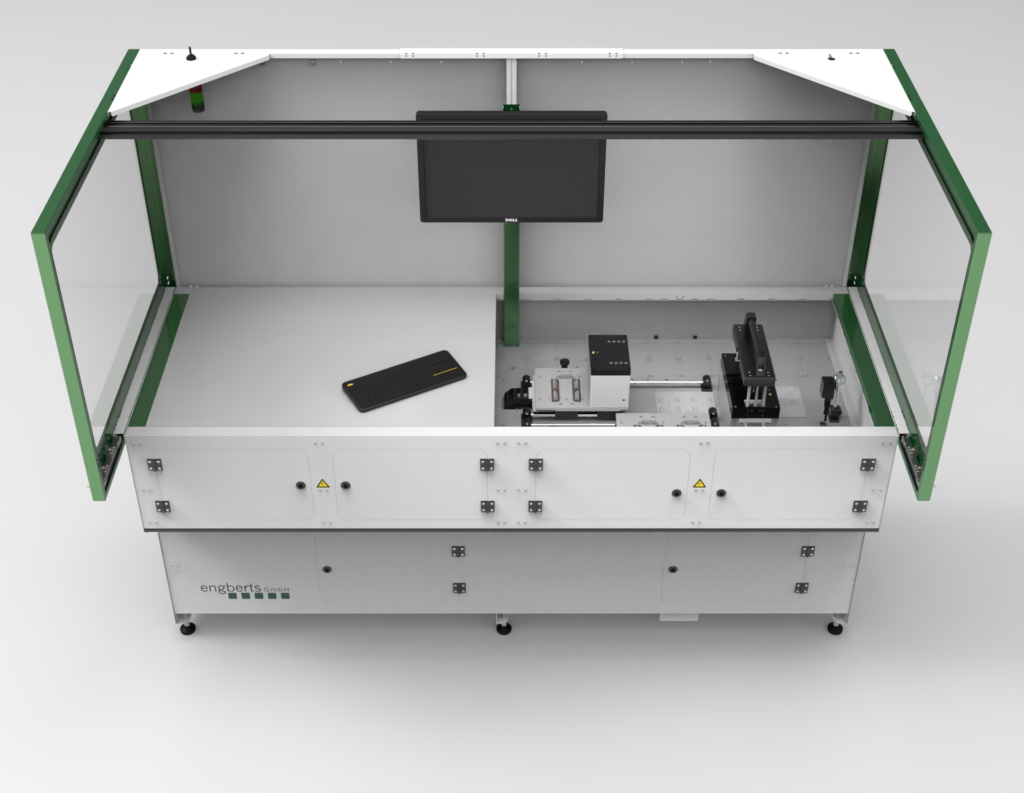
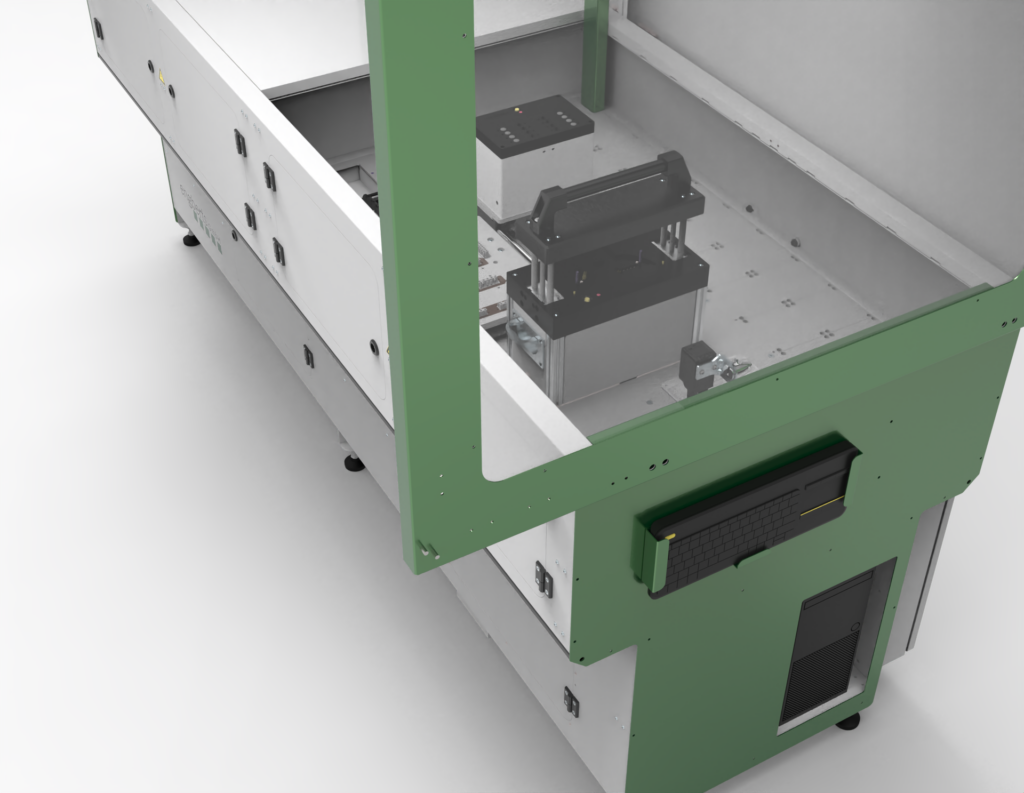
Nachdem im Dialog mit dem Kunden unter Einbeziehung aller Parameter ein Konzept erarbeitet worden war, wurde die Ausrichtung des Steckers der Kundenseite für die Durchschlagsprüfung maßgebliches Merkmal für die Anordnung der anderen Prüfungen. Für die Gehäusedurchschlagsprüfung der Steckeroberseite musste dieser in einer geschlossenen metallischen Aufnahme liegen. Um beim Einlegen ein für die Bearbeitenden gutes und ergonomisches Handling zu gewährleisten, wurde die Kontaktierung des Steckers durch eine pneumatisch in zwei Richtungen verfahrende Gegenkontur realisiert. Die schmal bauende Gegenkontur lässt genügend Platz, um mittels laserbasiertem Höhenvergleichssensor die Messung der Dicke der zusammengefügten Steckerteile durchzuführen. Nach quittiertem Abschluss der Einlegearbeiten der Bearbeitenden im Bereich der Einzeladern werden diese mittels eines Visionsensors auf Einhaltung der eingelernten Prüfvorgaben überprüft. Daraufhin verfährt der gesamte Prüfaufbau in Richtung der laserdicht geschlossenen Sicherheitseinhausung. Die bereits beschriebene Höhenmessung mittels laserbasiertem Höhenvergleichssensor wird in einer der Beschriftungsposition leicht voreilenden Position durchgeführt. Das Anfahren unterschiedlicher Positionen ist dank der elektrisch verfahrenden Lineareinheit leicht zu bewerkstelligen.
Die anschließend bei komplett geschlossener Sicherheitseinhausung durchgeführten elektrischen Prüfungen werden aufgrund der physikalischen Gegebenheiten nacheinander folgend durchgeführt.
Die Hochspannungsprüfung mit 3750 VDC bei einem Auslösestrom von max. 2mA der einzelnen Netze folgt einer vorausgehenden Prüfung der korrekten Belegung im Niedervoltbereich. Die Schutzleiterprüfung bei 12V und 10A schließt den elektrischen Prüfzyklus ab.
Die abschließende Markierung der Gutteile mit einem 2D Code erfolgt durch einen 10W Beschriftungslaser. Die hierbei entstehenden Dämpfe werden während der Entstehung durch eine Absauganlage abgeführt und gefiltert.